Most tactical gear does not fail on the battlefield. It fails on the factory floor — in the decisions made before a single stitch is sewn. MIL-SPEC ratings, while necessary, are just the entry ticket. What separates gear that saves lives from gear that just looks the part is everything that happens after the spec sheet.
The Honest Truth They Don’t Put in the Catalog
Let me set the scene for you.
It’s 2007. A forward operating base somewhere in Helmand Province. A Marine reaches down to grab a casualty. His load-bearing vest — rated, certified, government-approved — tears at the shoulder seam. The failure is not catastrophic. Nobody dies because of it today. But in a different situation, that blown seam could mean the difference between dragging a buddy to cover or leaving him in the open.
I wasn’t there. But I’ve spoken to enough veterans, sourced enough fabric, and reviewed enough failed garments to know this story is not rare. It’s routine.
The tactical apparel industry has a dirty secret: the gap between what a product claims and what it delivers in the field is enormous. And it’s not because manufacturers are lying. It’s because the system that certifies tactical gear was never designed to catch the specific ways real gear fails on real people.
This article is a field manual for buyers, procurement officers, and operators who want to understand what actually drives tactical gear quality — and what doesn’t.
Section 1: MIL-SPEC Is the Floor, Not the Ceiling
MIL-SPEC certifications tell you a product won’t fall apart in a lab test. They don’t tell you if it will survive twelve months of actual use.
What MIL-SPEC Actually Measures
The term ‘MIL-SPEC’ gets thrown around in tactical gear marketing like a gold seal of approval. To an untrained buyer, it sounds definitive. It isn’t.
MIL-SPEC is short for Military Specification — a U.S. Department of Defense document that defines minimum performance requirements for materials and products. The key word is minimum.
A fabric rated to MIL-C-12369 (one of many cotton duck cloth specs) means it passed a series of controlled laboratory tests under standardized conditions. Those conditions include:
- Tensile strength tested on a flat, unworn sample
- Colorfastness measured against a controlled light source
- Abrasion resistance tested on a Wyzenbeek machine in a straight-line motion
- Hydrostatic pressure tested under still water, not moving rain
Notice what is not in that list: a human being wearing the fabric under a 65-pound kit, running on rocky terrain, kneeling on gravel, rolling through mud, and repeating that cycle for 400 operational hours.
Lab tests are snapshots. The field is a full-length film.
The Three Gaps Nobody Talks About
Gap 1: Static vs. Dynamic Stress
Lab tensile tests pull fabric in a straight line. Real use applies multi-directional stress simultaneously — a rucksack strap pulling down while a shoulder rolls forward while a torso twists. These compound forces create stress concentrations at seams, rivets, and hardware attachment points that no flat-sample test captures.
Gap 2: Environmental Cycling
Most MIL-SPEC tests run once, under one set of conditions. Operational gear gets wet and dries, freezes and thaws, absorbs sweat and dries again — repeatedly. Each cycle degrades DWR coatings, weakens thread, and fatigues bonded laminates. A product that passes a single hydrostatic pressure test may leak after twenty rain-dry cycles.
Gap 3: Fit-in-Motion Performance
Certifications test the material, not the finished garment. A certified fabric cut and sewn into a poorly graded pattern will still fail — because the failure happens at the construction, not the material. We’ll cover that in Section 2.
| Test Type | What It Measures | What It Misses |
|---|---|---|
| Tensile Strength (ASTM D5034) | Breaking point of flat fabric sample | Seam stress under dynamic load |
| Abrasion Resistance (Wyzenbeek) | Wear cycles in straight-line motion | Multi-directional field abrasion |
| Hydrostatic Pressure (AATCC 127) | Water resistance at one moment | DWR degradation after repeated wet-dry cycles |
| Colorfastness (AATCC 16) | Color retention under controlled UV | IR reflectance degradation in field conditions |
| Thread Pull-Out Force | Single-stitch resistance | Cumulative seam fatigue over time |
What Smart Procurement Actually Looks Like
Buyers who understand this stop treating MIL-SPEC as a finish line and start treating it as a starting line. The additional questions they ask:
- What is the actual yarn count and denier, not just the fabric trade name?
- Has this fabric been tested under cyclic environmental exposure, not just single-pass?
- What is the confirmed seam efficiency rating on finished goods — not just the base fabric?
- Can you provide test data from field pilots, not just lab reports?
Manufacturers who push back on these questions are telling you everything you need to know.
Section 2: The Hidden Killers — Construction Shortcuts
You can source the world’s best fabric and still produce garbage gear. Construction decisions — specifically bartacking, seam allowance, and stitch density — determine whether that fabric performs or falls apart.
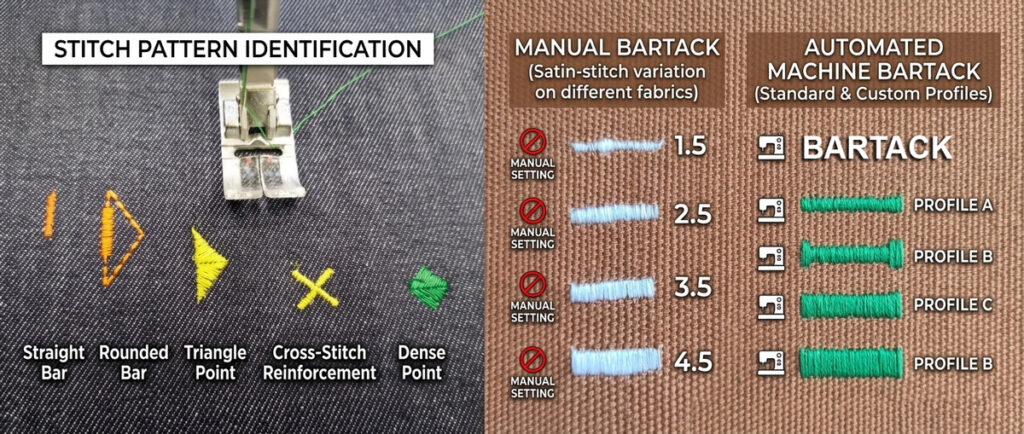
Bartacking: The Most Overlooked Detail in Tactical Gear
A bartack is a short, dense cluster of stitches applied at a stress point. On a pair of jeans, it reinforces the pocket corners. On tactical gear, it is a life-safety feature.
Bartacks are placed at:
- D-ring and hardware attachment points
- Strap-to-panel junctions on load-bearing equipment
- MOLLE webbing endpoints
- Zipper pull anchor points
- Pocket base corners on plate carriers
The two variables that matter most: placement precision and stitch count.
Placement precision means the bartack is centered over the stress point — not offset by 3mm because the operator was moving fast on a production run. A bartack offset by even a few millimeters can reduce its effective holding strength by 30 to 40 percent because the stitches no longer bridge the full load zone.
Stitch count matters because bartacks are measured by the number of passes. A 42-stitch bartack handles dramatically different loads than a 21-stitch one. Budget manufacturers routinely spec 21-stitch bartacks on gear that needs 42. The finished garments look identical. Under load, they are not.
How to Audit Bartack Quality
Pull the finished garment. Look at every attachment point. A proper bartack should:
- Be symmetrically centered on the attachment hardware or webbing
- Show consistent thread tension with no loose loops on either face
- Use thread that matches or exceeds the garment’s base thread specification
- Be applied before final assembly, not as a retrofit stitch
Field Note: The easiest audit tool you have is your thumb. Press firmly on every bartack. If it flexes noticeably or the underlying material shifts, the stitch count or placement is wrong. Good bartacks feel like they are welded in place.
Seam Allowance: Where Margins Get Squeezed
Seam allowance is the distance between the cut edge of fabric and the stitch line. Standard apparel uses 5/8 of an inch. Tactical gear should use a minimum of 3/4 of an inch at high-stress seams, with 1 inch at critical junctions like shoulder seams on plate carriers and crotch seams on combat trousers.
Here is what actually happens at factories under margin pressure:
Pattern pieces are graded down by 2 to 3 millimeters on each edge to reduce fabric consumption. Over a run of 10,000 units, this saves meaningful yardage — and material cost. The factory benefits. The end-user carries gear with seam allowances that are 15 to 20 percent narrower than specified.
Under dynamic load, narrow seam allowances fray. The stitching holds, but the fabric on either side of it begins to unravel from the cut edge inward. This is called seam slippage, and it is nearly invisible until the seam is under heavy load — at which point it catastrophically parts.
A Note on Seam Types in Tactical Construction
| Seam Type | Appropriate Use | Failure Mode if Misapplied |
|---|---|---|
| Flat-felled seam | High-stress structural seams (shoulder, crotch) | Excessive stiffness in dynamic areas if used everywhere |
| Bound seam | Outer edges, pack openings | Delamination if binding adhesive is not heat-rated |
| Double-stitched plain seam | Lower-stress secondary seams | Seam slippage at stress concentrations |
| French seam | Interior linings only | Complete structural failure at primary load points |
| Welt seam | Pockets, decorative panels | Thread abrasion failure at welt fold |
Section 3: The Invisible Specs — Thread and Stitch Density
Thread denier and stitch-per-inch count are the two specifications that determine whether a garment lasts 400 hours or 40. Most buyers never ask. Most suppliers never volunteer the information.
Thread: The Most Under-Specified Component in Tactical Gear
Thread is the connective tissue of every garment. It is also the component most aggressively value-engineered by factories looking to cut costs.
Thread is specified in three ways that matter for tactical production:
- Denier: The weight of the thread fiber per unit length. Higher denier = thicker, stronger thread.
- Ply: The number of strands twisted together. 3-ply thread at a given denier is more abrasion-resistant than 2-ply at the same denier.
- Fiber Composition: Polyester, nylon, and bonded nylon all behave differently under UV exposure, chemical contact, and abrasion.
For tactical gear, the standard should be bonded nylon or polyester thread at Tex 40 to Tex 70 for primary structural seams. Many budget factories use Tex 24 or Tex 27 — thread specifications borrowed from lightweight sportswear — because the difference is invisible to the naked eye during inspection.
It becomes very visible after six months of field use.
Stitch-Per-Inch Count: Where Density Meets Durability
The standard range for tactical apparel structural seams is 8 to 10 stitches per inch (SPI). This range creates the right balance between seam strength and fabric integrity — too few stitches and the seam is weak; too many and the needle perforations weaken the surrounding fabric.
| SPI Range | Typical Application | Risk Level |
|---|---|---|
| 5 – 7 SPI | Budget production, cut-cost assemblies | HIGH — seam opens under moderate load |
| 8 – 10 SPI | Standard tactical apparel structural seams | LOW — optimal strength-to-fabric-integrity ratio |
| 11 – 13 SPI | Precision topstitching, light detail work | MEDIUM — over-perforation weakens fabric at seam |
| 14+ SPI | Leather, heavy canvas in non-apparel goods | HIGH if applied to woven tactical textiles |
Here is the enforcement problem: SPI is easy to check on a finished garment with a ruler and a magnifying glass. But it is rarely specified in purchase orders, and even more rarely audited during inspection. Factory supervisors know this. When production volume spikes and machines are running fast, SPI drifts down. Nobody calls it out because nobody is measuring it.
This is exactly where experienced tactical gear manufacturers earn their keep — not in the fabric specification, but in the production oversight that keeps construction quality consistent across every unit in a run.
Section 4: Why the Best Tactical Gear in the World Is Made Overseas — And Why Pakistan Leads the Conversation
The overseas-versus-domestic sourcing debate is built on an outdated assumption — that geography determines quality. It doesn’t. Execution does. And the world’s most demanding tactical buyers are increasingly finding that execution in Pakistan, where decades of defense-grade textile manufacturing have built an infrastructure that domestic producers simply cannot match at scale.
The Myth of “Made in USA = Better Quality”
Let’s kill this one cleanly.
Quality is not a zip code. It is a system — of material specification, production oversight, skilled labor, and process discipline. Those systems exist in Pakistan. They have existed here for decades. The operators and procurement officers who have worked with serious Pakistani tactical manufacturers know this. The ones who haven’t are still paying two to three times more for equivalent or lesser output.
The United States has excellent cut-and-sew facilities. It also has a shrinking skilled labor pool, high overhead costs, and limited capacity for large tactical production runs. Domestic production makes sense for some things. For high-volume, specification-intensive tactical gear that needs to perform in the field — Pakistan is not the compromise option. It is the professional one.
Pakistan’s Textile Infrastructure Is a Strategic Advantage
Pakistan is one of the top five textile-producing nations on earth. That is not marketing. It is an economic fact.
What that ranking represents, in practical terms for tactical gear buyers:
- Vertical integration: Raw cotton to finished garment, entirely within one country. No multi-country supply chain complexity. No hidden handoff points where spec compliance breaks down.
- Specialized labor: Pakistan has generations of skilled sewers, pattern cutters, and quality technicians who have worked on defense and law enforcement contracts for US, UK, European, and Gulf military clients for decades.
- Mill access: Pakistani manufacturers have direct relationships with high-performance fabric mills — including those producing Cordura®, ripstop nylon, and UHMWPE blends — that US domestic producers source from the same global supply chain anyway.
- Industrial scale: Production capacity that allows tactical buyers to run 10,000-unit orders without the lead time penalties or MOQ inflexibility that domestic facilities often impose on non-priority clients.
The infrastructure is not comparable to domestic production. In most categories, it is superior.
The QC Visibility Argument — Solved
The standard objection to overseas production is quality control visibility. The concern is real in theory. In practice, it depends entirely on who you are working with.
The QC visibility problem exists when buyers work through sourcing agents rather than directly with manufacturers — when there is a layer of intermediary between the buyer’s specifications and the factory floor. That layer is where accountability disappears.
Working directly with a manufacturer that has both production operations in Pakistan and a client-facing office in the United States eliminates that problem entirely.
Here is what that dual-presence model delivers:
- US-based account management: Specification reviews, tech pack approvals, sample sign-offs, and contract management handled in your time zone, in your language, under US business norms.
- Pakistan-based production oversight: Inline QC conducted during production — not just at end-of-line — by teams who work inside the factory, not parachuted in for pre-shipment inspection.
- Real-time reporting: Digital inline QC documentation, including stitch count verification, bartack placement checks, and seam allowance audits, shared with the US office and the client throughout the production run.
- Zero intermediary gap: The people managing your account are the same organization running your production. There is no telephone game between a sourcing agent and an anonymous factory.
This is not a theoretical model. This is how serious tactical manufacturers with dual-country operations work. And it closes the QC visibility gap completely.
Lead Time: The Real Numbers
The narrative that overseas production means slow delivery is anchored in a world before modern logistics infrastructure, consolidated freight options, and air-sea hybrid shipping. That world is gone.
Here is what realistic lead times look like for a well-managed Pakistan-based tactical manufacturer with US office coordination:
| Phase | Timeline |
|---|---|
| Tech pack review & sample approval (US office coordination) | 1 week |
| Pre-production sample production (Pakistan) | 2 – 3 weeks |
| Bulk production run (standard order, 500 – 2,000 units) | 3 – 5 weeks |
| Inline QC, final inspection & packing | 1 week |
| Air freight to US (Karachi to major US hub) | 3 – 5 days |
| Total door-to-door | 6 – 10 weeks |
Compare that to a domestic manufacturer running at capacity with a backlog — where 12 to 16 week lead times are routine and rush premiums are steep.
The math favors Pakistan for standard production runs. For urgent or small-batch orders, a US-office relationship allows buyers to bypass the communication lag entirely and compress timelines further.
IP Protection: Built Into the Relationship, Not the Contract
Intellectual property protection in overseas manufacturing is a real concern. It is also a concern that is almost entirely mitigated by one factor: who you work with.
The IP risk in offshore production comes from anonymous factory relationships brokered through sourcing agents — where a buyer has no real insight into whether their design is being shopped to competing buyers after the order ships. That risk is real and documented in that model.
It is not a meaningful risk when working with an established tactical manufacturer that:
- Has long-term relationships with law enforcement and defense clients who require IP confidentiality as a contract condition
- Operates under signed NDAs enforceable through both US legal frameworks and Pakistani commercial law
- Has a US-based office and US legal exposure — meaning violations carry real consequences in a jurisdiction where enforcement is not slow or theoretical
- Has a reputational stake in client confidentiality that is worth more than any single design duplication would yield
IP protection is a relationship problem, not a geography problem. The right manufacturing partner — one with US office accountability and a trackable history in defense and law enforcement contracts — provides more meaningful IP protection than a domestic facility with no NDA in place.
The Cost Advantage Is Real — But That’s Not Even the Point
Yes, per-unit production costs in Pakistan are lower than domestic alternatives. Sometimes significantly lower. That cost differential on a 5,000-unit tactical gear run represents real money — often enough to fund an entire product development cycle or field testing program.
But framing Pakistan manufacturing purely as a cost play undersells it. The actual value proposition is this:
Lower cost. Equal or superior construction quality. Full spec compliance. US-accountable client management. Proven defense and law enforcement production history.
That is not a compromise. That is the optimal sourcing decision for serious tactical gear buyers who are not paying a domestic premium for the label.
What to Look for in a Pakistan-Based Tactical Manufacturer
Not all manufacturers are equal. Here is the checklist that separates professional tactical production operations from commodity apparel factories:
- Dedicated tactical production line — not a fashion or sportswear factory that occasionally runs military contracts
- US office or representative with real authority — not a US phone number that routes to a sales agent with no production visibility
- Documented defense or law enforcement production history — verifiable client references, not marketing claims
- Inline QC capability — real-time production monitoring, not end-of-line sampling
- Signed NDA and IP agreement — before any design files are shared
- Full tech pack compliance — the ability to work to buyer-supplied specifications, not just factory-standard patterns
- Fabric and thread traceability — documentation showing what went into your production run, not just what was quoted
These are the markers of a manufacturer operating at the level tactical gear demands. They are not rare in Pakistan’s top-tier production sector. They are the baseline expectation.
The Bottom Line on Sourcing
The buyer who reflexively chooses domestic production because it feels safer is not managing risk. They are paying a premium to avoid a conversation they haven’t had yet.
The buyer who chooses Pakistan because it’s the cheapest option without vetting production capability is making a different but equally avoidable mistake.
The buyer who selects a Pakistan-based manufacturer with a US office presence, a verified tactical production history, inline QC processes, and direct client accountability — that buyer has made the most defensible sourcing decision available in the market today.
Geography is not the variable. The manufacturer is the variable.
Choose accordingly.
Section 5: Field Testing Before Production — The Only Test That Counts
The most expensive field test is the one you skip. Pre-production field testing with actual end-users is not a luxury. It is the only reliable method for closing the gap between lab performance and operational reality.
The Prototype Problem
Here is how most tactical gear goes from concept to production:
- Brand develops design based on market research and internal assumptions
- Factory produces samples for photo shoots and trade show displays
- Samples are reviewed by the brand’s internal team
- Minor adjustments are made based on visual inspection
- Production order is placed
- Gear enters the market and real operators find the problems
The missing step — the one that costs brands millions in returns, recalls, and reputation damage — is structured field testing before the production order is placed.
What Real Field Testing Looks Like
A real field test protocol is not giving your product to a buddy who goes to the range on weekends. It is a structured evaluation that:
- Identifies a cross-section of end-user profiles: different body types, different operational roles, different environmental contexts
- Defines specific evaluation criteria aligned to operational failure modes — not just comfort and aesthetics
- Runs the product through a minimum of 40 to 80 operational hours across varied conditions
- Captures structured feedback, not just impressions — including photographs of wear points, stitching condition, and hardware performance
- Compares pre- and post-test dimensional measurements to identify pattern drift and seam slippage
This process takes time. It delays production by 6 to 12 weeks. That delay is not a cost — it is insurance against a production run that fails in the field.
The Economics of Skipping Field Testing
Let’s be direct about the numbers.
| Scenario | Cost |
|---|---|
| Structured pre-production field test (3 prototypes, 10 testers, 8 weeks) | $8,000 – $18,000 |
| Post-production rework on 1,000 units with identified seam defects | $15,000 – $40,000 |
| Product recall due to hardware failure on a law enforcement contract | $80,000 – $250,000+ |
| Lost contract renewal due to operational performance complaints | $150,000 – $1,000,000+ |
| Brand reputation damage (unquantifiable but real) | Permanent |
The math is not complicated. The reason field testing gets cut is organizational — it requires slowing down a product timeline that everyone wants to accelerate. Overcoming that organizational resistance is a leadership problem, not a manufacturing problem.
Who Should Do the Field Testing
The people testing your gear before production should be as close as possible to the people who will use it operationally. For law enforcement kit, that means patrol officers and tactical team members — not fitness enthusiasts or hunters. For military applications, that means operators who replicate the physical demands and environmental conditions of the intended deployment.
Feedback from operators who are not representative of the end-use case is not just unhelpful — it actively creates false confidence. A product that performs well for a recreational shooter at a private range may fail completely when worn by a patrol officer who sits in a vehicle for eight hours and then pursues a suspect on foot.
At Hash Tactical, this principle is non-negotiable. Every new cut-and-sew and sublimation product line goes through structured field evaluation before production orders are finalized. The process is more expensive and slower than skipping it. That’s exactly why we do it.
Putting It All Together: A Buyer’s Field Checklist
Before placing any production order for tactical gear, run this checklist:
Material Specification
- Have you received full fabric spec sheets including yarn count, weave density, and weight per square yard — not just the trade name?
- Is thread denier and ply confirmed in writing in the purchase order?
- Has DWR treatment type (fluorine-free vs. PFAS-based) been disclosed and evaluated for your intended use case?
- Is there documented multi-cycle environmental performance data, not just single-pass lab results?
Construction Quality
- Is bartack stitch count specified per attachment point type in the tech pack?
- Are seam allowance tolerances defined for each seam category (structural vs. secondary)?
- Is SPI specified and will it be measured during inline QC inspection?
- What seam types are specified for primary load-bearing seams?
Sourcing & QC
- Have you identified who will conduct inline QC during production — not just end-of-line inspection?
- Is there an approved substitute fabric/thread list — or will any substitution require written pre-approval?
- Is your IP protected by a signed NDA with the factory, not just the sourcing agent?
- Is your total landed cost calculated including inspection, freight, tariff, and expected rework budget?
Field Testing
- Have physical prototypes been tested by representative end-users for a minimum of 40 operational hours?
- Has structured, criteria-based feedback been collected and documented?
- Have pre- and post-test dimensional comparisons been completed?
- Have all field-test findings been addressed in the final pre-production sample before the production order is placed?
Frequently Asked Questions
No. MIL-SPEC defines minimum performance thresholds under laboratory conditions. It is a necessary baseline for procurement, but it does not predict performance under the compound, dynamic, and cyclical stresses of operational use.
Visual and tactile inspection is sufficient for basic quality auditing. Examine placement precision (bartack should be centered over the stress point), thread consistency (no loose loops on either face), and resistance to thumb pressure. For quantitative validation, a pull-force test can be conducted on a sample unit using a calibrated force gauge.
For structural seams on tactical gear — shoulder, crotch, waistband, strap attachment — 8 to 10 stitches per inch is the industry standard. Topstitching and decorative seams can run 10 to 12 SPI. Never accept fewer than 7 SPI on any load-bearing seam in tactical apparel.
Not inherently. The risk is in reduced visibility and control, not in the geography itself. Overseas factories with transparent QC processes, experienced production management, and established tactical gear production histories can produce excellent product. The key is never reducing your quality oversight investment to match your labor cost savings.
A meaningful pre-production field test should run a minimum of 40 to 80 operational hours. For complex load-bearing systems — plate carriers, pack frames, duty belts — 80 to 120 hours is a more appropriate target. The test duration should be calibrated to the expected operational lifecycle of the product: if the gear is expected to perform for 2 years of daily wear, your field test should stress it accordingly.
Final Word
Here’s the bottom line, operator-to-operator.
Tactical gear that fails is not just a supply chain problem or a procurement failure. It is a failure of the people in the manufacturing chain to take seriously what the product is actually for.
Gear worn by police officers, soldiers, and first responders is not a consumer product. It does not get returned for a refund when it fails. It fails in a moment that matters, carried by someone who trusted the people who made it.
The gap between good-looking tactical gear and good tactical gear is not mysterious. It is not hidden in proprietary technology or classified engineering. It sits in the measurable, auditable, specifiable details that serious manufacturers refuse to compromise on — and that serious buyers refuse to stop asking about.
Thread denier. Bartack count. Seam allowance. Stitch density. QC visibility. Field testing.
These are not abstract manufacturing concepts. They are the decisions that determine whether the gear holds when it needs to.
That is why we build the way we do at Hash Tactical. Not because it’s easier — it’s harder. Because the person wearing the gear deserves nothing less.